Our styli can be used on Renishaw's CMM, machine tool, scanning probes and Equator™ gauging systems, as well as for sensors from other manufacturers, to ensure maximum measurement accuracy.
Selling M3 stylus for probe head.
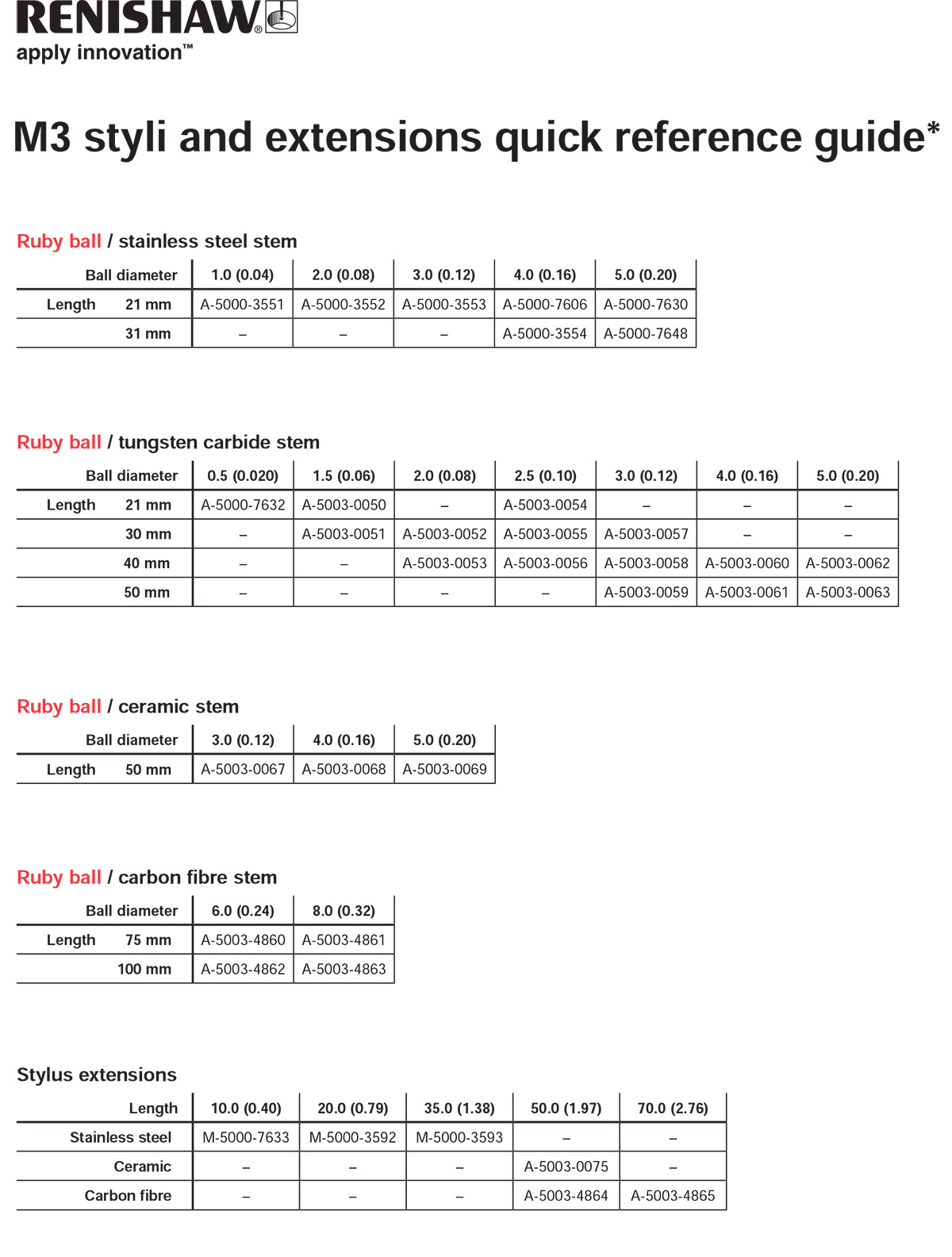
A FULL RANGE OF STYLI FOR ALL APPLICATIONS
Renishaw M3 threaded stylus range
Renishaw's probing systems are designed
to give optimum performance using styli
from Renishaw's comprehensive range.
The following probes all use M3 threaded
styli, however with suitable adaptors, other
thread sizes may be used.
Accuracy at the point of contact As industry has developed its requirement for increasingly diverse
and complex manufactured parts, inspection systems have had to
work hard to keep up. The use of co-ordinate measuring machines
(CMMs) with probing systems and in-process inspection on
machine tools are two of the solutions offered by Renishaw to help
you maximise your productivity and maintain the highest quality.
Successful gauging depends very much on the ability of the probe’s
stylus to access a feature and then maintain accuracy at the point
of contact. At Renishaw, we have used our expertise in probe and
stylus design to develop a comprehensive range of CMM and
machine tool styli to offer you the greatest possible precision.
These notes explain the critical features of every stylus type,
helping you to choose the right design for each inspection need.
Styli for probe sensors to Accuracy at the point of contact
A few simple rules can be applied to maximize accuracy for most probing applications.
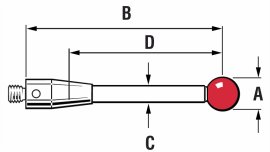
TERMINOLOGY
A = ball diameter
B = overall length
C = stem diameter
D = effective working length
OVERALL LENGTH
Renishaw uses a standard description of overall length, measured from the rear mounting face of the stylus to the centre of the ball.
EFFECTIVE WORKING LENGTH (EWL)
This is measured from the centre of the ball to the point at which the stem will foul against the feature when measuring 'normal' to the part.
RULES FOR CHOOSING A STYLUS
A few simple rules for stylus selection can be applied to maximize accuracy for most probing applications
KEEP STYLI SHORT
The more the stylus bends or deflects, the lower the accuracy. Probing with the minimum stylus length for your application is the best option.
MINIMISE JOINTS
Every time you join styli and extensions, you introduce potential bending and deflection points. Try, wherever possible, to keep to the minimum number of pieces possible for your application.
KEEP THE STYLUS BALL AS LARGE AS POSSIBLE
There are several reasons for this:
- it maximises your ball/stem clearance, thereby reducing the chance of false triggers caused by 'shanking out' on the stylus stem, and increasing the EWL;
- a larger ball allows a larger stem diameter, increasing the stiffness of the stylus;
- the larger ruby ball reduces the effect of the surface finish of the component being inspected.
EWL can also be affected by assembly tolerances. For this reason Renishaw styli are assembled to exacting standards in controlled conditions.
 EN
EN  TH
TH